![]()
УСЛУГИ
- Разработка конструкторской документации
- Изготовление корпусов
- Лазерная резка
- Токарная обработка ЧПУ
- Дорновая гибка труб
- Гибка металла
- Порошковая покраска
- Шелкография
- Металлообработка
ТЕХНОЛОГИИ
- Изготовление корпусов
- Гибка листовой стали
- Дорновая гибка труб
- Лазерная резка нержавейки
- Лазерная резка алюминия
- Лазерная резка латуни
- Лазерная резка меди
- Токарная обработка ЧПУ
- Сварка нержавейки
- Сварка алюминия
Новости
04.04.2017 Станочный парк компании пополнился новым товарным станком с ЧПУ HAAS TL-1
Подробнее >>>
Подробнее >>>
09.02.2017 Опубликовано видео работы нового гибочного станка Bystronic xpert 40
Подробнее >>>
Подробнее >>>
08.02.2017 Переезд производства 1400 м.кв. Неделя за 1,5 минуты.
Подробнее >>>
Подробнее >>>
Дорновая гибка труб

Интерес крупных промышленных предприятий к
технологиям гибки труб неизменно растет. Специалисты, занимающиеся развитием
производства в судостроении, энергетическом машиностроении, автомобилестроении,
авиастроении, изучают виды гибки и принципы работы оборудования.
Наиболее высокие требования к изогнутому
трубопроводу предъявляют автомобильная и аэрокосмическая промышленности, а в авиационной промышленности, изделия из труб
обладают крайне сложной геометрией, в которой используется множество радиусов гиба,
зачастую отсутствуют прямолинейные участки между гибами, и используют сложные
для деформации материалы, такие как коррозионностойкую сталь, сплавы титана или
жаропрочные стали. При этом не допускаются дефекты гибки: гофрообразование,
следы на поверхности трубы, остающиеся от прижимов, утончения стенки. Для
решения этих задач требуются новые эффективные технологии.
В современном производстве для гибки тонкостенных
труб применяют дорновый вид гибки методом наматывания. Такой метод предназначен
для холодной гибки с дорном стальных труб.
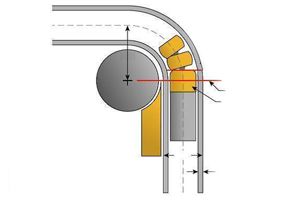
Принцип действия заключается в следующем - трубу
устанавливают в ручей гибочного ролика и закрепляют к прямолинейной его части
при помощи поджима; устанавливают поджим, которым труба во время гибки
прижимается к гибочному ролику. Приводимый во вращательное движение гибочный
ролик увлекает за собой трубу, которая, находясь в ручье между гибочным роликом
и поджимом, стаскивается с дорна и изгибается на необходимый угол и радиус.
Данный метод применяется для гибки особо точных гнутых труб с тонкой стенкой и
малым радиусом гиба.
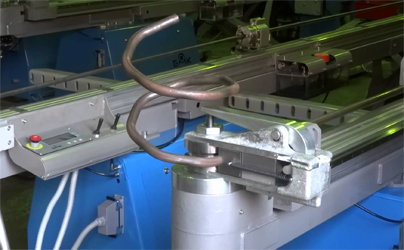
Полуавтоматический трубогиб компании «А-лазер»
предназначен для 3-х координатной гибки труб.

Преимущества конструкции трубогиба:
- Мягкая
сенсорная клавиатура, встроенная в корпус станка
- Многофункциональное
меню для программирования углов загиба, длины предварительного выдвижения
дорна и параметров смазывания внутренней трубы.
- Управление
вращением матрицы по одной координате
- Выставление
параметров длины и скорости вращения патрона дорна осуществляется вручную
при помощи стандартных регулируемых механических упоров или путем
использования высокоточного цифрового дисплея.
- Усиленная
«консоль» дорна с удлиненным валом для обеспечения большей жесткости
- Обеспечение
высокого качества гибки даже при работе с тонкостенными трубами и малыми
радиусами
- Приводной
блок может использоваться в качестве бездорнового или дорнового трубогиба
(дорн крепится отдельно)
- Очень
прочная оснастка из чугуна обладает высокой жесткостью и обеспечивает
точность гибки
- Переменная скорость (за счет работы инвертора)
- Простота установки и низкая потребность в техническом обслуживании.
Tехнические характеристики полуавтоматического трубогиба MASTER
| Max диаметр изгибаемой трубы (D) и толщина стенки (S) с пределом текучести G=250 Mpa (25 кгс/мм), мм | 51x2 |
| CLR, мм | от 27 до 170(от 6 до 26 и от 171 до 750 - под заказ) |
| CLR, min | 1.5D |
| Угол гибки, град |
0-180 + угол пружинения
|
| Линейное выдвижение до точки начала очередного гиба min / max, мм | 50 /12000 |
| Поворот трубы в пространстве, град | 0-360 |
| Память: |
|
| - По количеству углов гиба на одной детали, шт | до 15 |
| - По количеству деталей, шт | до 100 |
| - По количеству плоскостей поворота трубы в пространстве, упоров | 6 (доп. под заказ) |
| - По линейному выдвижению трубы в точку начала очередного гиба, упоров | 10 (доп. под заказ) |
| Вынос вперед гибочного модуля, мм | 860 |
| Высота до верхней точки гибочного модуля, мм | 1000 |
| Высота от пола до нижней точки гибочного модуля, мм | 600 |
| Высота гибочного модуля, мм | 400 |
| Точность: | |
| - угол гиба (А), град. | 1 |
| - линейное выдвижение (L), мм | 0.5 |
| - угол поворота в пространстве (R), град | 2.5 |
| Скорость гиба град./сек | 30 |
| Допустимая температура окружающей среды, град | +5 - +40 |